



DC01-10 - Bouton de valve par moulage
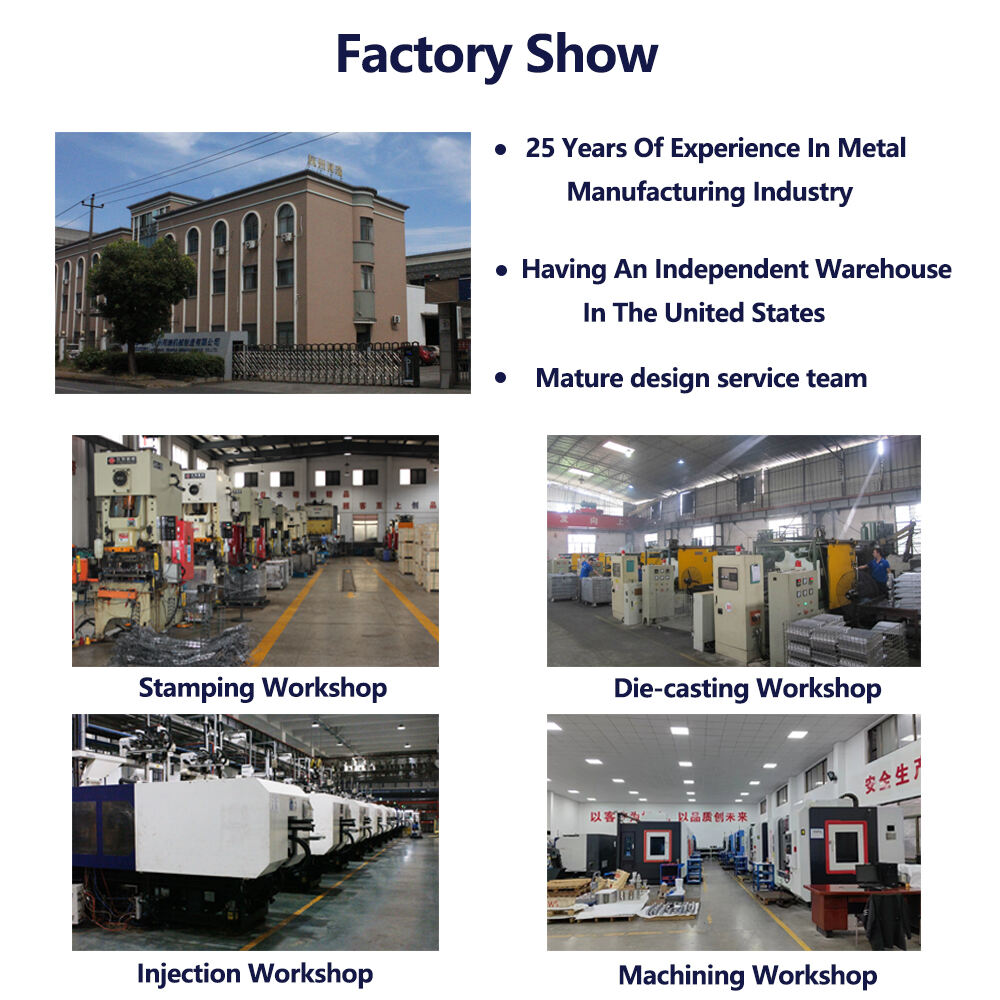
Nous sommes spécialisés dans la fonderie sous pression de précision et l'usinage CNC, avec une équipe professionnelle de conception et de production dédiée à fournir des solutions de composants métalliques de haute qualité et haute précision. Grâce à des procédés avancés de moulage sous pression et des centres d'usinage CNC, nous proposons un service intégré allant de la pièce brute moulée à l'usinage de précision, au service des pièces automobiles, des biens blancs et d'autres secteurs industriels.
- Aperçu
- Produits recommandés
-
Les produits : Utilise principalement Alliage d'Aluminium 6061-T6 en raison de son excellent rapport résistance-poids, de sa facilité d'usinage et de sa résistance à la corrosion — idéal compte tenu de l'exposition de la pièce à la manipulation manuelle, à l'actionnement cyclique et aux environnements industriels. Les matériaux optionnels incluent l'alliage de zinc ZA27 (pour les applications sensibles au coût), l'alliage de magnésium AZ91D (pour des conceptions ultra-légères) ou le laiton C36000 (pour une amélioration esthétique). Tous les matériaux font l'objet d'essais de résistance à la traction (≥310 MPa pour l'6061-T6) et de vérifications de dureté (≥95 HB pour l'6061-T6).
-
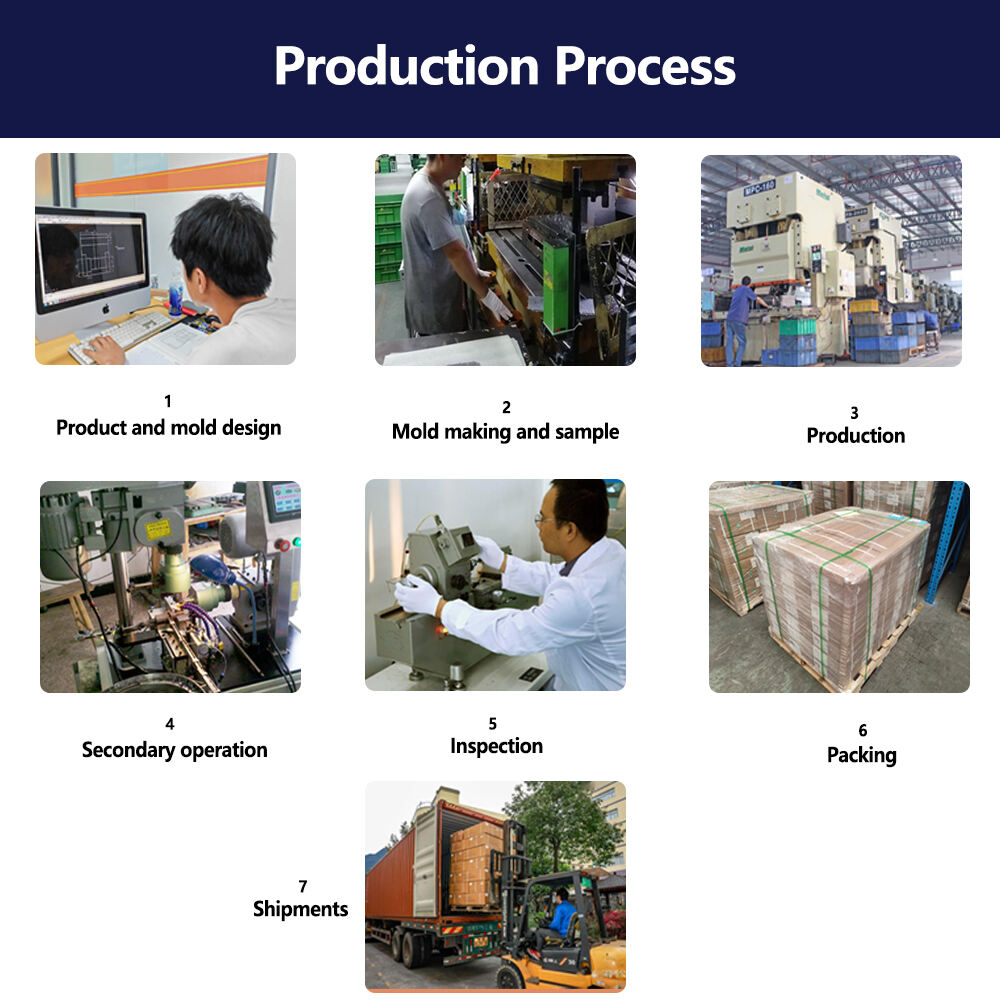
Procédé de fabrication les machines à laver moulage sous haute pression (HPDC) pour former la géométrie complexe en quasi-forme finale de la pièce (incluant les leviers ergonomiques et l'interface d'entraînement en forme d'étoile visibles sur les images) avec usinage CNC 3 axes pour un affinage précis des caractéristiques. Le procédé de moulage sous pression atteint des tolérances dimensionnelles de ±0,15 mm, tandis que l'usinage CNC contrôle les caractéristiques critiques à ±0,03 mm. Des lignes de production entièrement automatisées intègrent ces processus, avec des tests de couple en ligne pour vérifier la fiabilité de l'actionnement.
-
Traitement de surface : Soutient Revêtement par poudre (pour une identification colorée vive et une protection contre la corrosion) , anodisation (pour la résistance à l'usure) ou placage électrolytique (pour l'amélioration esthétique et la conductivité). Tous les traitements de surface subissent des essais de brouillard salin (≥1 000 heures pour les surfaces revêtues de poudre) et des essais de résistance à l'abrasion (≥2 000 cycles pour les applications nécessitant une manipulation manuelle).
-
Cycle de développement de moule : 6 semaines pour les matrices standard DC01-10, avec délai accéléré de 5,5 semaines pour les modifications des profils de levier, des géométries d'interface d'entraînement ou des compositions de matériaux — essentiel pour s'aligner sur les itérations rapides de produits dans les secteurs du matériel industriel et de la commande des fluides.
-
Délai de livraison de l'échantillon : 6 semaines pour les échantillons standards (y compris le développement des outillages et l'usinage CNC) ; 5,5 semaines pour les conceptions modifiées utilisant des outillages existants. Les échantillons comprennent un Rapport dimensionnel CMM (vérifié par rapport aux prototypes des images avec une tolérance de ±0,03 mm pour les caractéristiques critiques) et la certification des tests de couple.
-
Système de qualité conforme à IATF 16949 , avec des contrôles spécialisés pour DC01-10 : chaque pièce subit un contrôle CMM à 100 % pour la précision dimensionnelle, un test de couple pour la fiabilité d'actionnement et un examen visuel pour la qualité de surface.
-
AVANTAGE DE PRODUCTION : Des cellules automatisées de moulage sous pression intégrées à la manipulation robotisée des pièces et des centres d'usinage CNC 3 axes garantissent une qualité et une efficacité constantes — atteignant un taux de défaut inférieur à 0,04 %, bien en dessous de la moyenne industrielle pour les composants à actionnement manuel.
- Quantité minimale de commande : 2 000 pièces pour les configurations standard ; 2 000 pièces pour les combinaisons personnalisées de matériaux/caractéristiques. Les commandes personnalisées incluent une analyse de la conception pour la fabricabilité afin de garantir que les caractéristiques complexes (comme l'interface d'entraînement en forme d'étoile visible sur les images) sont réalisables en production de grande série.
-
Actionnement manuel et intégration du verrouillage : La combinaison de la moulage sous pression en métal liquide (HPDC) et de l'usinage CNC à 3 axes (visible sur les images) permet d'obtenir une interface d'entraînement en forme d'étoile de haute précision ainsi que des leviers d'actionnement ergonomiques, assurant une transmission fiable du couple et une utilisation conviviale dans les systèmes de vannes industrielles et de verrouillage d'équipements. Cela réduit l'effort d'actionnement de 20 % par rapport aux solutions non ergonomiques.
-
Résistance mécanique et durabilité cyclique : La construction en alliage d'aluminium 6061-T6 (tel qu'illustré sur les images) offre une excellente résistance à la traction et à la fatigue, ce qui rend le DC01-07 idéal pour les poignées de vannes industrielles et les boutons de commande manuelle. Il supporte plus de 50 000 cycles d'actionnement sans dégradation des performances.
-
Résistance à la corrosion et aux conditions environnementales : Les surfaces revêtues de poudre (en option) offrent une excellente résistance à la corrosion (≥1 000 heures de brouillard salin) ainsi qu'une compatibilité avec les fluides industriels, la poussière et les températures extrêmes — essentielle pour une fiabilité à long terme dans des environnements sévères.
-
Personnalisation rapide et flexibilité de conception : Notre équipe peut modifier les nuances de matériaux, les profils de levier, les géométries d'interface d'entraînement ou les traitements de surface en aussi peu que 3,5 semaines — permettant aux clients d'adapter le modèle DC01-10 à de nouveaux lancements produits, tels que les vannes de contrôle de fluides industriels de nouvelle génération ou les modules de verrouillage manuel d'équipements.
- Évolutivité rentable : La coulée sous pression (plus de 90 pièces par heure) combinée à un usinage CNC automatisé réduit les coûts unitaires pour les grandes séries. Pour des volumes supérieurs à 5 000 pièces, le coût du DC01-10 diminue de 25 %, ce qui en fait un choix compétitif pour les équipementiers industriels ainsi que pour les fabricants de dispositifs de commande de fluides.
-
Équipement industriel : Utilisé comme poignées manuelles de vannes (où la précision de l'actionnement et l'ergonomie garantissent une régulation fluide du débit) et mécanismes de verrouillage des équipements (l'interface d'entraînement en forme d'étoile assure une transmission de couple fiable pour les opérations de verrouillage/déverrouillage). Il répond aux normes industrielles de durabilité (testé sur plus de 10 000 heures de fonctionnement continu).
-
Systèmes de contrôle de fluide : Employé comme boutons de commande manuelle (pour le contrôle tout ou rien ou proportionnel dans les conduites, où l'actionnement manuel précis est essentiel) et vannes manuelles hydrauliques (l'usinage de précision assure un alignement optimal du tiroir et une grande exactitude du contrôle du débit lors de l'opération manuelle).
-
Électroménager et CVC : Idéal pour leviers de commande manuelle pour four commercial (la protection contre la corrosion et la précision de l'actionnement répondent aux exigences de cyclage thermique) et poignées de vanne manuelle pour refroidisseur industriel (la conductivité thermique de l'aluminium facilite la gestion de la chaleur pendant l'actionnement).
-
Autres industries : Utilisé dans pièces d'actionnement manuel marines (variantes avec revêtement personnalisé pour résistance à l'eau salée) et composants de commande manuelle pour machines agricoles (où la résistance du matériau et la précision de l'actionnement soutiennent le fonctionnement d'équipements lourds). Sa flexibilité en matière de personnalisation, allant du matériau à la complexité des fonctionnalités, le rend adapté aux applications spécialisées d'actionnement manuel.
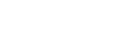
Bienvenue dans notre solution de fonderie sous pression de précision et d'usinage CNC, Modèle DC01-10 —un composant spécialisé conçu pour l'actionnement manuel et l'intégration de système de verrouillage dans les équipements industriels et les secteurs de contrôle des fluides . Comme illustré sur les images jointes, cette pièce présente un boîtier en alliage revêtu d'une couleur rouge vif, doté d'une interface d'entraînement en forme d'étoile conçue avec précision, des leviers de commande ergonomiques et un traitement de surface résistant à l'usure, ce qui la rend idéale pour des applications telles que les poignées de vannes industrielles, les mécanismes de verrouillage d'équipements et les boutons de commande manuelle. Notre équipe d'ingénieurs a optimisé le modèle DC01-10 afin de répondre aux exigences strictes des industries où se conjuguent précision de l'actionnement, ergonomie et résistance environnementale : les dimensions critiques de la pièce sont contrôlées avec une tolérance de ±0,03 mm, et l'interface en forme d'étoile (visible sur les images) est usinée avec une tolérance de classe H7, essentielle pour une transmission fiable du couple et un fonctionnement durable dans les systèmes de commande manuelle. Que vous soyez un fabricant d'équipements industriels recherchant des composants d'actionnement robustes ou une marque spécialisée dans le contrôle des fluides ayant besoin de pièces manuelles usinées avec précision, le modèle DC01-10 offre une solution qui allie exigences complexes de fabrication et utilisation immédiate sur le terrain.
Le modèle DC01-10 est conçu pour des applications d'actionnement manuel, avec des spécifications adaptées à son rôle de composant métallique de précision (tel que visible sur les images) :
Le modèle DC01-10 tire parti de son design conçu avec précision (illustré dans les images) pour offrir des avantages uniques :
La conception précise du modèle DC01-10 (telle que représentée sur les images) en fait une solution polyvalente dans divers secteurs :
Dans chaque application, la conception de précision de DC01-10 — illustrée par le boîtier en alliage rouge visible sur les images, l'interface d'entraînement étoilée usinée CNC et les leviers d'actionnement ergonomiques — établit une nouvelle référence pour les pièces qui exigent à la fois fiabilité d'actionnement manuel et conception centrée sur l'utilisateur dans la fabrication moderne.

Q : Combien de temps prennent le développement du moule et la production d'échantillons ?
A : À partir de la confirmation de commande, le développement du moule prend environ 4 à 6 semaines. Une fois terminé, nous organisons immédiatement la fonderie d'échantillons et l'usinage CNC, avec un délai total d'environ 5 à 7 semaines.
Q : Quel processus de production utilisez-vous ?
A : Nous utilisons principalement la fonderie sous pression de précision combinée à l'usinage CNC, ce qui permet de réaliser à la fois des structures internes complexes et des exigences dimensionnelles de haute précision.
Q : Répondez-vous aux normes de qualité de l'industrie automobile ?
A : Oui, nous sommes certifiés selon le système de management de la qualité IATF 16949, conformément aux exigences de qualité de l'industrie automobile.
Q : Quels secteurs couvrent vos capacités de production ?
A : Nous pouvons produire non seulement des pièces automobiles, mais aussi des produits de fonderie sous pression et d'usinage de précision pour les appareils électroménagers et l'équipement industriel.
Q : Proposez-vous plusieurs options de traitement de surface ?
A : Oui, nous proposons diverses options de traitement de surface, notamment l'anodisation, le placage, la peinture, le sablage et la passivation, afin de répondre aux différents besoins d'application.
Q : La quantité minimale de commande est-elle négociable ?
R : 2 000 pièces est notre quantité minimale de commande standard. Pour une coopération à long terme ou des exigences particulières, nous pouvons négocier de manière flexible.
Prêt à améliorer la performance de la charnière de votre porte de four ? Contactez-nous dès maintenant pour une consultation technique gratuite et un devis ! Nos ingénieurs et notre équipe commerciale sont à votre disposition pour vous offrir un support professionnel.
E-mail : [email protected]
Tél. : 86- 15663457251
Choisissez nos charnières de four fiables pour votre équipement — conçues solides et précises pour supporter chaque ouverture et fermeture.
Remarque : Ce produit est protégé par un brevet de conception européen, garantissant un design unique et exclusif.