
Founded in 1998, HRB Industries Corporation aims to integrate "low cost" and "high quality" in the custom metal fabrication industry.
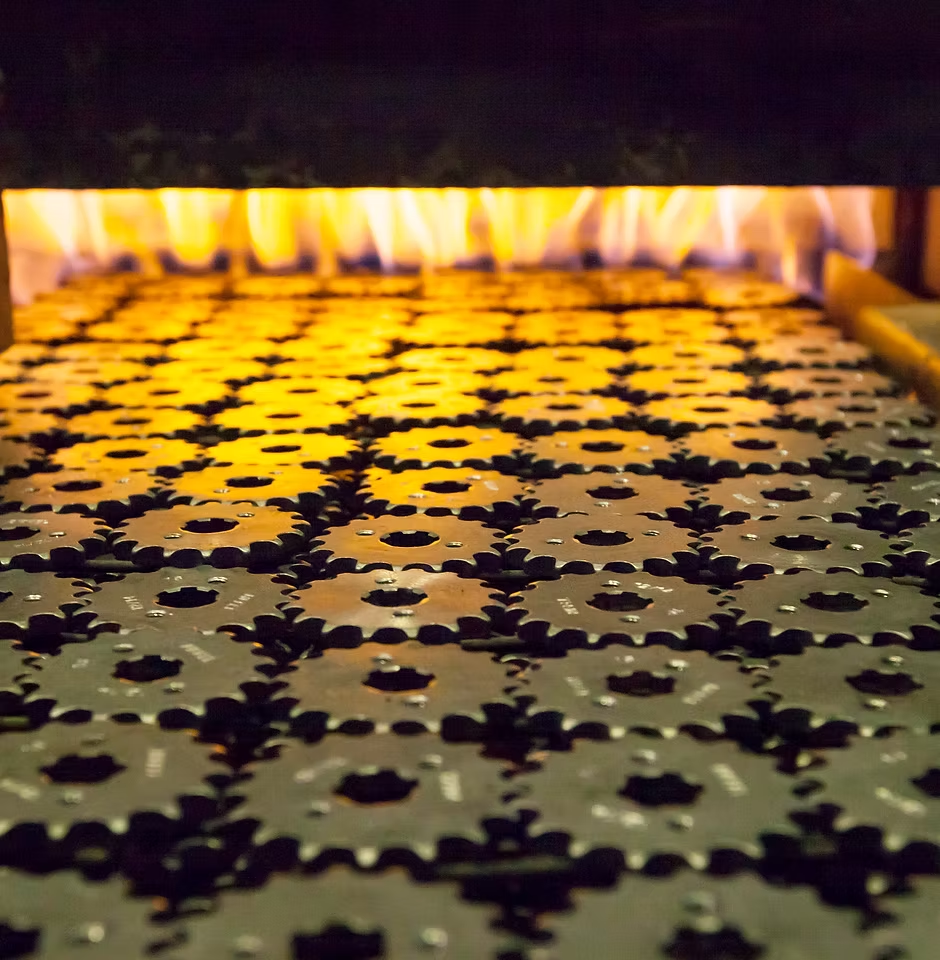
Over the next 15+ years, HRB collaborated closely with world-class OEMs across industries, constantly challenging and improving itself. It combined traditional craftsmanship with modern technology to build a unique system, enabling its manufacturing plant to produce high-quality products at minimum cost. The plant covers processes like sheet metal, CNC machining, metal casting, post-processing and assembly.
Recognizing the importance of supply chains to customers, HRB launched its US warehouse program in St. Charles, IL in 2003. This serves North American customers with high-volume demands, relieving their worries and risks so they can focus on core business.
Productivity and quality remain HRB’s priorities. Its engineers, from top institutes, focus on product design and processes to ensure customers get maximum value for every penny. The black belt QA team uses advanced control systems to guarantee flawless outgoing products. HRB holds ISO 9001:2008 certification. In 2014, it was nominated "Best Supplier" by a leading global home appliance firm (among 300+ peers) for supplying over 38 million products with 0 PPM.