Ingénierie de précision pour des applications critiques
Comment le moulage scientifique atteint des tolérances inférieures à 0,005 pouce dans le moulage par injection sur mesure
L'approche scientifique du moulage repose sur des données en temps réel et des contrôles de processus afin d'atteindre ces tolérances extrêmement serrées inférieures à 0,005 pouce, ce qui est absolument indispensable pour des composants aérospatiaux et des équipements de défense, où la précision prime. Lorsque les fabricants maintiennent la température de fusion à environ ± 0,5 °C, régulent la pression dans la cavité aux alentours de 0,05 bar et gèrent soigneusement les vitesses de refroidissement, ils éliminent ces variations dimensionnelles gênantes sur des pièces critiques. Selon une étude récente publiée l’année dernière dans le *Plastics Engineering Journal*, cette méthode permet de réduire de près de 90 % le nombre de pièces rejetées par rapport aux techniques de moulage classiques. Qu’est-ce qui rend tout cela possible ? D’abord, ces capteurs de pression avancés intégrés dans la cavité, capables de détecter des variations minimes pendant le remplissage du moule. Ensuite, l’analyse des courbes de viscosité permet de vérifier que les matériaux conservent une consistance stable tout au long de la production. Enfin, les phases de compactage, optimisées grâce à la méthode des plans d’expériences, contribuent à éviter les marques de retrait et les poches d’air à l’intérieur des pièces.
Étude de cas : Boîtier pour dispositif médical conforme à la norme ISO 13485, fabriqué par moulage par injection personnalisé
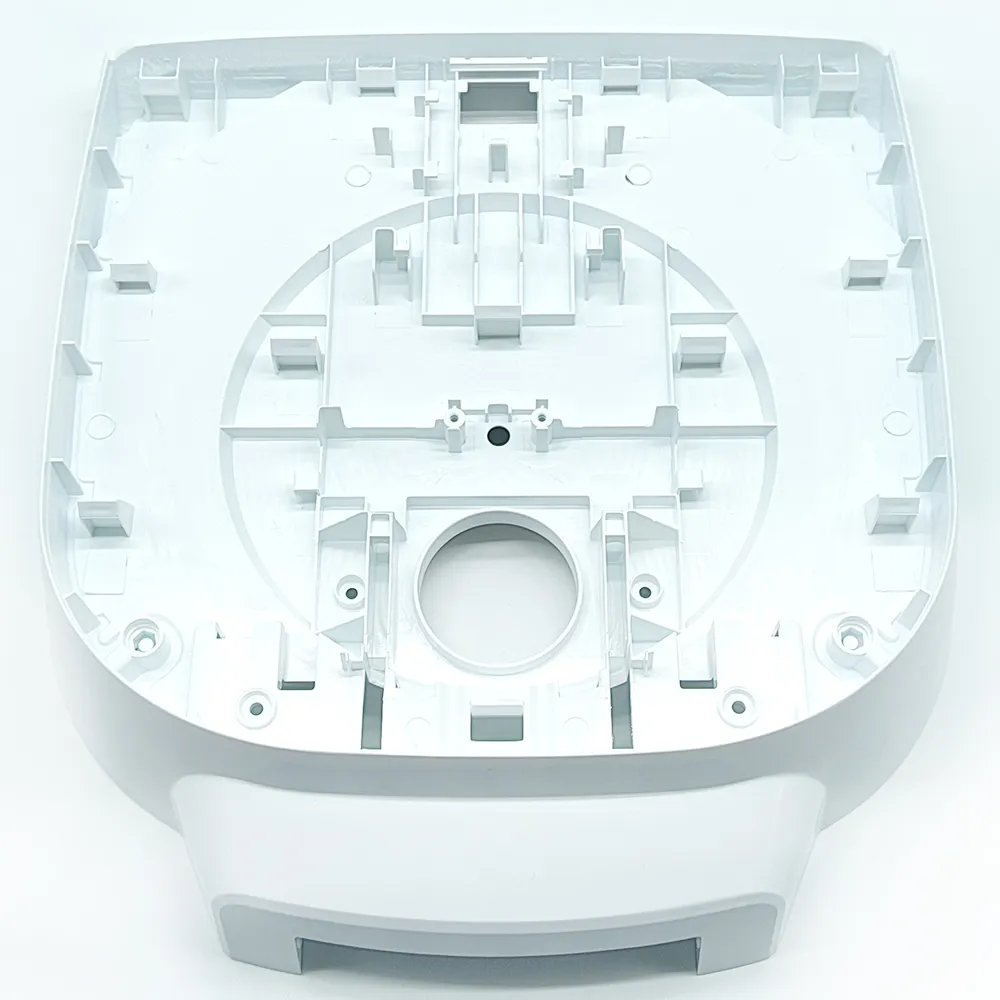
Le récent projet de boîtier pour ventilateur de classe II illustre parfaitement les résultats obtenus lorsque les principes scientifiques de moulage sont correctement appliqués afin de garantir la conformité réglementaire. L’équipe de fabrication a utilisé des techniques de traitement hautement contrôlées pour maintenir l’épaisseur des parois dans une fourchette très étroite de ± 0,003 pouce. Ce niveau de constance s’est avéré crucial, car il a permis au produit fini de créer des joints parfaitement étanches, même à des pressions atteignant 35 PSI. Par ailleurs, des procédures rigoureuses de nettoyage des moules ont été mises en place, éliminant efficacement toute contamination particulaire potentielle sur la ligne de production. En ce qui concerne les matériaux, des résines certifiées USP Classe VI ont été sélectionnées : non seulement elles répondent aux normes de biocompatibilité, mais elles réduisent également le taux d’échecs de stérilisation à moins de 0,1 %. Ce qui a distingué ce projet, c’est l’intégration systématique de contrôles qualité tout au long du processus de moulage, plutôt que de se fier uniquement aux inspections en fin de ligne. Cette approche a permis de réduire d’environ 30 % le temps habituellement requis pour l’obtention de la certification ISO 13485, d’économiser approximativement 240 heures-homme auparavant consacrées aux inspections manuelles, et de réaliser un bilan remarquable : zéro défaut critique enregistré lors de la production de demi-million d’unités.
Liberté de conception et intégration fonctionnelle grâce au moulage par injection sur mesure
Itération optimisée pour la fabrication (DFM) : réduction de 40 % des cycles de prototypage avec le moulage par injection sur mesure
Appliquer dès la phase initiale de la fabrication par injection sur mesure les principes de la conception pour la fabrication (DFM) permet réellement de réduire le nombre d’itérations nécessaires pour les prototypes. Certaines études suggèrent que cette approche pourrait diminuer ces itérations de jusqu’à quarante pour cent. Avant le démarrage effectif de la fabrication des outillages, des logiciels de simulation numérique vérifient des paramètres tels que les angles de dépouille, l’épaisseur uniforme des parois, l’emplacement optimal des points d’injection et le comportement de l’écoulement du matériau pendant la production. Cela permet de détecter précocement des problèmes qui, autrement, ne seraient identifiés qu’à un stade ultérieur, où leur correction deviendrait coûteuse. Lors de l’exécution d’analyses numériques d’écoulement de matière dans la cavité du moule, les ingénieurs repèrent des zones à risque potentiel, telles que des déformations ou des marques de retrait pouvant apparaître après le refroidissement des pièces. Ils apportent alors les modifications nécessaires directement dans leurs modèles CAO, plutôt que de recourir à plusieurs essais physiques. Une entreprise avec laquelle nous avons collaboré est parvenue à intégrer ce qui était auparavant cinq pièces distinctes en un seul boîtier moulé. Ce regroupement a permis de réduire le nombre de cycles de prototypage de six à seulement trois, tout en maintenant une stabilité dimensionnelle conforme aux normes ISO 2768 pour les tolérances moyennes. Grâce à cette démarche, l’entreprise a obtenu une validation plus rapide d’éléments de conception complexes, tels que les charnières souples et les systèmes d’assemblage par emboîtement, tout en réalisant une économie d’environ trente pour cent sur les coûts globaux de développement.
Surmoulage et co-moulage : élimination des étapes d’assemblage dans le moulage par injection sur mesure
Le procédé de surmoulage associe des thermoplastiques à d'autres matériaux, tels que le métal ou le silicone, au cours d'une seule et même opération de fabrication continue, éliminant ainsi totalement le recours aux colles, aux vis et au montage manuel. Plutôt que des composants séparés, l'ensemble devient structurellement intégré dès le départ. Les fabricants peuvent ainsi créer des fonctionnalités utiles, comme ces poignées confortables que l'on retrouve sur de nombreux outils électroportatifs ou les joints étanches intégrés dans les boîtiers électroniques. Il existe également un procédé appelé co-moulage, qui pousse la démarche plus loin en associant simultanément différents types de plastiques. Pensez, par exemple, à un mélange rigide de polycarbonate-ABS couplé à des matériaux TPE plus souples, injectés côte à côte dans des cavités complexes du moule. Un cas concret a concerné la fabrication de boîtiers de capteurs pour automobiles, où le co-moulage a permis d'éliminer sept étapes complètes d'assemblage. Le résultat ? En moyenne, environ 60 pièces en moins par unité, ainsi qu'une fiabilité accrue, puisque tous les éléments se forment en une seule pièce plutôt que d'être assemblés ultérieurement par vissage.
Accélération du délai de mise sur le marché grâce à des solutions personnalisées de moulage par injection évolutives
Prototypage rapide jusqu'à la production : outillages en aluminium et imprimés en 3D en moins de 15 jours
Le moulage par injection sur mesure relie les idées aux produits réels présents sur les étagères des magasins grâce à des méthodes d’outillage flexibles. Les moules en aluminium nécessitent environ la moitié du temps d’usinage requis pour les moules en acier, ce qui les rend particulièrement adaptés aux essais fonctionnels et à la fabrication de petites séries avec une très grande précision. Lorsque les entreprises ont besoin de quelques échantillons initiaux seulement, des outils imprimés en 3D permettent d’obtenir des pièces fonctionnelles en quelques jours, au lieu d’attendre toute une semaine. La combinaison de ces différentes techniques permet de passer directement d’un prototype rapide à un produit prêt pour la production réelle en moins de deux semaines pleines. Cela réduit l’ensemble du processus de développement d’environ un tiers. Ce délai plus court évite les retards lors du lancement de nouveaux produits, permet aux concepteurs d’ajuster leurs créations en fonction des retours reçus et offre aux usines la souplesse nécessaire face aux changements soudains des marchés ou aux modifications réglementaires intervenant du jour au lendemain.
Efficacité réelle en matière de coûts, quelle que soit la volume de production
Coût total de possession : outillage en aluminium par rapport à l'outillage en acier dans le moulage par injection personnalisé (1 000 à 500 000 unités)
Lorsqu’ils choisissent des matériaux pour les outillages, les fabricants doivent aller au-delà du critère du coût le plus bas à première vue. Les outillages en aluminium coûtent généralement environ 40 à 60 % moins cher que leurs équivalents en acier, ce qui explique pourquoi de nombreuses entreprises optent pour cette solution dans le cadre de petites séries de production, comprises entre 1 000 et 10 000 unités. Ces outillages en aluminium permettent également de commercialiser les produits plus rapidement et d’obtenir un retour sur investissement plus rapide. Toutefois, un point mérite attention : la plupart des outillages en aluminium résistent entre 10 000 et 100 000 cycles avant de devoir être remplacés, ce qui signifie qu’ils deviennent progressivement moins rentables dès lors que la production dépasse environ 15 000 à 50 000 unités — c’est généralement à ce niveau que se situe le seuil de rentabilité. Les outillages en acier exigent certes un investissement initial plus important, mais ils durent de 5 à 10 fois plus longtemps que leurs homologues en aluminium, souvent plus de 500 000 cycles. Pour les entreprises envisageant une fabrication à grande échelle et sur le long terme, l’acier reste le choix le plus judicieux, malgré sa mise de fonds initiale plus élevée. Adapter le matériau de l’outillage au volume de production prévu n’est pas seulement une bonne pratique : c’est une condition essentielle pour assurer une gestion efficace des ressources financières tout au long du cycle de développement du produit.
| Facteur | Matrices en aluminium | Outils en acier |
|---|---|---|
| Coût initial | Inférieur (40 à 60 % de moins) | Plus élevé |
| Plage de volumes optimale | 1 000 à 10 000 unités | 10 000 à 500 000+ unités |
| Durabilité | 10 000 à 100 000 cycles | 500K+ cycles |
| Efficacité en termes de coûts | Idéal pour les faibles volumes | Idéal pour les grands volumes |
FAQ
Quels sont les principaux avantages de l’utilisation du moulage scientifique dans le moulage par injection sur mesure ?
Les principaux avantages du moulage scientifique incluent l’atteinte de tolérances précises inférieures à 0,005 pouce, la réduction des pièces rejetées de près de 90 % et la minimisation de défauts tels que les dépressions de retrait et les poches d’air grâce à un contrôle et à des expérimentations fondés sur des données.
Pourquoi la conformité à la norme ISO 13485 est-elle importante dans le moulage de dispositifs médicaux ?
La conformité à la norme ISO 13485 garantit que les dispositifs médicaux répondent à des normes élevées de sécurité et d’efficacité, ce qui est particulièrement crucial pour assurer une épaisseur de paroi constante, éviter toute contamination par des particules et intégrer des contrôles qualité complets tout au long du processus de fabrication.
En quoi le surmoulage et le co-moulage présentent-ils des avantages pour la fabrication ?
Le surmoulage et le co-moulage intègrent plusieurs matériaux ou composants en une seule opération, éliminant ainsi les étapes d’assemblage telles que le collage ou le vissage, améliorant la fiabilité du produit et réduisant le nombre de pièces nécessaires.
Quelles sont les considérations liées à l’utilisation d’un outillage en aluminium par rapport à un outillage en acier dans le moulage par injection sur mesure ?
L’outillage en aluminium offre des coûts initiaux plus faibles et un accès plus rapide au marché pour des volumes de production petits à moyens, tandis que l’outillage en acier, bien que plus coûteux à l’achat, assure une plus grande durabilité et une meilleure efficacité économique pour des fabrications à grande échelle.
Table des Matières
- Ingénierie de précision pour des applications critiques
- Liberté de conception et intégration fonctionnelle grâce au moulage par injection sur mesure
- Accélération du délai de mise sur le marché grâce à des solutions personnalisées de moulage par injection évolutives
- Efficacité réelle en matière de coûts, quelle que soit la volume de production
- FAQ

