Ingegneria di precisione per applicazioni critiche per la missione
Come lo stampaggio scientifico raggiunge tolleranze inferiori a 0,005 pollici nello stampaggio ad iniezione personalizzato
L'approccio scientifico allo stampaggio si basa su dati in tempo reale e controlli di processo per raggiungere quelle tolleranze estremamente ristrette inferiori a 0,005 pollici, un requisito assolutamente indispensabile per componenti aerospaziali e attrezzature per la difesa, dove la precisione è di fondamentale importanza. Quando i produttori mantengono le temperature di fusione entro circa mezzo grado Celsius, regolano le pressioni nella cavità intorno a 0,05 bar e gestiscono con cura le velocità di raffreddamento, riescono ad evitare quei fastidiosi cambiamenti dimensionali in parti critiche. Secondo uno studio recente pubblicato lo scorso anno sul Plastics Engineering Journal, questo metodo riduce i pezzi scartati di quasi il 90% rispetto alle tradizionali tecniche di stampaggio. Cosa rende tutto ciò possibile? Innanzitutto, quei sofisticati sensori di pressione nella cavità che rilevano minime variazioni durante il riempimento dello stampo. Successivamente, analizziamo le curve di viscosità per verificare che i materiali mantengano costanza nelle loro caratteristiche durante l’intero ciclo produttivo. Infine, le fasi di compattazione ottimizzate mediante la progettazione degli esperimenti aiutano a prevenire quegli indesiderati segni di ritiro e inclusioni d’aria all’interno dei pezzi.
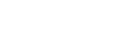
Studio di caso: Alloggiamento per dispositivi medici conforme alla norma ISO 13485, prodotto mediante stampaggio ad iniezione personalizzato
Il recente progetto relativo alla carcassa del ventilatore di Classe II dimostra chiaramente cosa accade quando i principi della stampatura scientifica vengono applicati correttamente per garantire la conformità normativa. Il team di produzione ha utilizzato tecniche di lavorazione altamente controllate per mantenere lo spessore delle pareti entro un intervallo ristretto di più o meno 0,003 pollici. Questo livello di coerenza è stato fondamentale, poiché ha permesso al prodotto finale di realizzare sigilli completamente ermetici anche a pressioni fino a 35 PSI. Sono state inoltre introdotte rigorose procedure di pulizia dello stampo, che hanno efficacemente eliminato qualsiasi potenziale contaminazione da particolato lungo la linea di produzione. Per quanto riguarda i materiali, sono state scelte resine certificate USP Classe VI, che non solo soddisfano gli standard di biocompatibilità, ma riducono anche i fallimenti di sterilizzazione a meno dello 0,1%. Ciò che ha reso questo progetto particolarmente significativo è stata l’integrazione di controlli qualità in ogni fase del processo di stampaggio, anziché fare affidamento esclusivamente su ispezioni finali. Questo approccio ha consentito di ridurre di circa il 30% il tempo normalmente necessario per ottenere la certificazione ISO 13485, di risparmiare circa 240 ore-uomo precedentemente impiegate per ispezioni manuali e di conseguire un risultato impressionante: zero difetti critici riscontrati nella produzione di mezzo milione di unità.
Libertà di progettazione e integrazione funzionale tramite stampaggio ad iniezione personalizzato
Iterazione ottimizzata per la produzione (DFM): riduzione dei cicli di prototipazione del 40% con stampaggio ad iniezione personalizzato
L'applicazione dei principi della progettazione per la produzione (Design for Manufacturing, DFM) nella fase iniziale della stampa a iniezione su misura può effettivamente ridurre in modo significativo il numero di iterazioni necessarie per i prototipi. Alcuni studi indicano che questo approccio potrebbe ridurre tali iterazioni fino al quaranta per cento. Prima dell’avvio effettivo della realizzazione degli stampi, un software di simulazione digitale verifica parametri quali gli angoli di sformo, lo spessore uniforme delle pareti, la posizione ottimale dei canali di immissione (gate) e il comportamento del flusso del materiale durante la produzione. Ciò consente di individuare tempestivamente problemi che, altrimenti, emergerebbero in una fase successiva, quando il loro intervento correttivo risulterebbe già particolarmente costoso. Durante l’esecuzione di analisi virtuali del flusso di stampaggio, gli ingegneri identificano potenziali criticità, ad esempio parti soggette a deformazione (warping) o a formazione di incavature superficiali (sink marks) dopo il raffreddamento. Successivamente, apportano le modifiche necessarie direttamente nei propri modelli CAD, evitando così numerosi test fisici. Un’azienda con cui abbiamo collaborato è riuscita a integrare cinque componenti precedentemente separati in un unico alloggiamento ottenuto mediante stampaggio a iniezione. Ciò ha permesso di ridurre il numero di cicli di prototipazione da sei a soli tre, mantenendo nel contempo le dimensioni stabili secondo gli standard ISO 2768 per livelli di tolleranza media. Il risultato ottenuto è stato una validazione più rapida di elementi progettuali complessi, come cerniere integrate (living hinges) e connessioni a scatto (snap fit), oltre a un risparmio pari a circa il trenta per cento sui costi complessivi di sviluppo.
Overmolding e co-molding: eliminazione dei passaggi di assemblaggio nella stampa a iniezione personalizzata
Il processo di sovramolding combina termoplastici con materiali come metallo o silicone in un’unica corsa continua di produzione, eliminando del tutto la necessità di colle, viti e assemblaggio manuale. Invece di componenti separati, ogni cosa diventa strutturalmente integrata fin dall’inizio. I produttori possono così realizzare funzionalità utili, come ad esempio gli impugnaturi ergonomici che troviamo su molti utensili elettrici o le guarnizioni impermeabili all’interno delle custodie per dispositivi elettronici. Esiste inoltre una tecnica chiamata co-molding, che spinge ulteriormente il concetto unendo contemporaneamente diversi tipi di plastiche. Si pensi, ad esempio, a una combinazione di PC-ABS rigido con materiali TPE più morbidi, iniettati simultaneamente in cavità complesse dello stampo, l’uno accanto all’altro. Un caso reale ha riguardato la produzione di alloggiamenti per sensori automobilistici, dove il co-molding ha consentito di eliminare ben sette fasi di assemblaggio. Il risultato? Circa 60 componenti in meno per unità in media, oltre a una maggiore affidabilità, poiché ogni parte si forma come un unico pezzo anziché essere successivamente fissata con viti.
Tempo di immissione sul mercato accelerato con soluzioni personalizzate di stampaggio a iniezione scalabili
Prototipazione rapida fino alla produzione: utensili in alluminio e stampati in 3D in meno di 15 giorni
La stampa a iniezione personalizzata collega le idee ai prodotti effettivi sugli scaffali dei negozi grazie a metodi flessibili di realizzazione degli stampi. Gli stampi in alluminio richiedono circa la metà del tempo necessario per la lavorazione rispetto a quelli in acciaio, rendendoli ideali per testare il funzionamento dei componenti e produrre piccoli lotti con un’elevata precisione. Quando le aziende necessitano inizialmente di soli pochi campioni, gli stampi realizzati con stampa 3D consentono di ottenere parti funzionanti entro pochi giorni, anziché attendere un’intera settimana. L’integrazione di queste diverse tecniche permette di passare direttamente da un prototipo rapido a un prodotto pronto per la produzione reale in meno di due settimane. Ciò riduce l’intero processo di sviluppo di circa un terzo. La maggiore velocità di consegna aiuta a evitare ritardi nel lancio di nuovi prodotti, consente ai progettisti di apportare modifiche alle proprie creazioni sulla base dei feedback ricevuti e offre alle fabbriche la flessibilità necessaria in caso di cambiamenti improvvisi del mercato o di variazioni normative avvenute nell’arco di una notte.
Efficienza economica reale su tutti i volumi di produzione
Costo totale di proprietà: attrezzature in alluminio rispetto a quelle in acciaio per la stampatura ad iniezione personalizzata (1.000–500.000 pezzi)
Nella scelta dei materiali per gli utensili, i produttori devono andare oltre il semplice criterio del costo più basso a prima vista. Gli utensili in alluminio costano generalmente dal 40 al 60 percento in meno rispetto alle alternative in acciaio, motivo per cui molte aziende optano per questa soluzione per piccole serie di produzione comprese tra 1.000 e 10.000 unità. Questi utensili in alluminio consentono di immettere i prodotti sul mercato più rapidamente e di ottenere un ritorno dell’investimento più veloce. Tuttavia, esiste un aspetto da considerare attentamente: la maggior parte degli utensili in alluminio ha una durata compresa tra 10.000 e 100.000 cicli prima di richiedere sostituzione, pertanto diventano progressivamente meno convenienti dal punto di vista economico non appena la produzione supera le 15.000–50.000 unità, che rappresenta in genere il punto di pareggio. Gli utensili in acciaio richiedono sicuramente un investimento iniziale maggiore, ma durano da 5 a 10 volte di più rispetto a quelli in alluminio, spesso superando i 500.000 cicli. Per le aziende che pianificano una produzione su larga scala e a lungo termine, l’acciaio rimane la scelta più intelligente, nonostante il maggiore esborso iniziale. Scegliere il materiale per gli utensili più adatto ai volumi di produzione previsti non è solo una buona pratica: è essenziale per garantire un flusso finanziario efficiente durante l’intero percorso di sviluppo del prodotto.
| Fattore | Utensili in alluminio | Stampi in acciaio |
|---|---|---|
| Costo iniziale | Inferiore (40–60% in meno) | Più alto |
| Fascia di volume ottimale | 1.000–10.000 unità | 10.000–500.000+ unità |
| Durabilità | 10.000–100.000 cicli | 500K+ cicli |
| Efficienza dei costi | Ideale per volumi bassi | Ideale per volumi elevati |
Domande Frequenti
Quali sono i principali vantaggi dell’utilizzo della stampatura scientifica nella stampatura a iniezione personalizzata?
I principali vantaggi dell’utilizzo della stampatura scientifica includono il raggiungimento di tolleranze precise inferiori a 0,005 pollici, la riduzione dei pezzi scartati di quasi il 90% e la minimizzazione di difetti come rientranze e inclusioni d’aria grazie al controllo basato sui dati e alla sperimentazione.
Perché la conformità alla norma ISO 13485 è importante nella stampatura di dispositivi medici?
La conformità alla norma ISO 13485 garantisce che i dispositivi medici soddisfino elevati standard di sicurezza ed efficacia, aspetto particolarmente cruciale per mantenere una costanza dello spessore della parete, evitare la contaminazione da particolato e integrare controlli qualità completi in tutto il processo produttivo.
In che modo l’overmolding e il co-molding giovano alla produzione?
L’overmolding e il co-molding integrano più materiali o componenti in un singolo processo, eliminando la necessità di fasi di assemblaggio come incollaggio o avvitatura, migliorando l'affidabilità del prodotto e riducendo il numero di parti necessarie.
Quali sono gli aspetti da considerare nell’uso di attrezzature in alluminio rispetto a quelle in acciaio nella stampa a iniezione personalizzata?
Le attrezzature in alluminio offrono costi iniziali inferiori e un ingresso più rapido sul mercato per volumi di produzione piccoli o medi, mentre quelle in acciaio, pur comportando costi iniziali più elevati, garantiscono maggiore durata e maggiore efficienza economica per produzioni su larga scala.
Indice
- Ingegneria di precisione per applicazioni critiche per la missione
- Libertà di progettazione e integrazione funzionale tramite stampaggio ad iniezione personalizzato
- Tempo di immissione sul mercato accelerato con soluzioni personalizzate di stampaggio a iniezione scalabili
- Efficienza economica reale su tutti i volumi di produzione
- Domande Frequenti

